


INTRODUCTION
The benefit of additive manufacturing is being realized in industries where custom parts can be made when traditional manufacturing methods and economics fall short [1]. In recent years, there has been an effort to apply this technology to energetics applications, which has not seen significant technological advancement in processing for many decades [2]. The hope is to reinvigorate an aging industry vital to national defense. The best guidelines and practices governing additive manufacturing in commercial applications do not easily translate when attempting to use them with energetic materials due to material properties and safety concerns. As such, energetic materials additive manufacturing (EMAM) is a field in which standards are not fully established [3].
Current energetic material printing solutions utilize techniques and equipment from contemporary direct ink writing (DIW) research [4–7] and the paste-dispensing industry. The feedstock is loaded into a syringe barrel, where it must dispense evenly out of a nozzle onto the desired surface. In contrast, the conventional manufacture of energetic devices, such as propellant grains, may employ the following steps for processing: horizontal mixing, blocking and pressing, cutting, and drying.
The quality of a printed item depends on understanding the material used, with compositional and rheological information providing a great insight [5]. This can be difficult with energetics due to inherent safety concerns and the countless variations of energetic materials. If this key material information cannot be obtained, then more iterative testing is required. In these situations, it may be beneficial to create a printing parameter set not influenced by material properties. The variables that can be directly manipulated, such as material feed rate and print head movement speed, are recorded and evaluated against material outputs, such as mass deposited and geometry. By doing so, an optimized printing parameter set can be generated in the context of the material and printing equipment.
In this research effort, a fielded propellant recipe was modified for printing optimization with a ternary solvent mixture of varying vapor pressures to support flow out of a nozzle, sustain shape integrity, and promote interlayer adhesion. A resonant acoustic mixer (RAM) was used to thoroughly mix the propellant. With mass output (g) and bead width (mm) as dependent variables, an optimal printing regime was identified and modeled, allowing print quality predictions for combinations of print-head speed (mm/s), auger speed (percent of full voltage capacity of 24 V), regulated pneumatic pressure (psi), and nozzle used (ID size and type).
METHODOLOGY
Mixing
An ammonium perchlorate (AP) composite propellant was prepared from local material stocks, comprising a polymer, plasticizer, and ternary solvent mixture. The AP used (~200 µm) was ground to <20 µm.
A solids loading of 86% by weight (wt%) AP was maintained for all mixes, keeping the plasticizer to polymer ratio at ~30/70, respectively. Solvent quantity was iteratively varied—20–50 wt%, where 35 wt% was found to be amenable for printing and taken forward for all subsequent print tests. A resonant acoustic mix of the composition is shown in Figure 1a.
![Figure 1: (a) RAM of AP Composite Propellant Feedstock Used and (b) Mix Consistency (Source: Naval Surface Warfare Center [NSWC]-IHEODTD).](/wp-content/uploads/2019/11/castellanos_fig1.png)
Figure 1: (a) RAM of AP Composite Propellant Feedstock Used and (b) Mix Consistency (Source: Naval Surface Warfare Center [NSWC]-IHEODTD).
Printing
A modified Fisnar F9000N robotic gantry and Fisnar RVC900N auger control box were utilized for printing. Materials were extruded by a Techcon TS5000DMP rotary valve, using the DMP8-10, 8-pitch thread disposable auger, and Nordson Optimum SmoothFlow tapered nozzles with inner diameters (ID) of 0.41, 0.25, and 0.20 mm. The surface-to-nozzle distance was zeroed using an in-house developed accessory comprising a micrometer stage and base plate assembly connected to the extruder assembly and z-axis arm. The experimental setup is shown in Figure 2.

Figure 2: Gantry Setup With a Techcon TS5000DMP Rotary Valve for Printing With Inert and Energetic Materials (Source: NSWC-IHEODTD).
Optimization of Print Parameters
Bead width (mm) and mass output (g) were profiled for the AP composite propellant for a given nozzle ID (mm), pressure (psi), print-head speed (mm/s), and auger speed (%V) to gauge optimal printer settings. Output pressures tested were 50, 75, and 85 psi. Print-head speeds tested were 1–20 mm/s at 2-step increments. The auger speeds tested were from 10 %V to 100 %V at 10-step increments. The z-height was set to approximately 88% of the nozzles’ ID. AP composite propellant samples were printed using a toolpath program producing zig-zag lines with 11 different 30-mm line segments, each representing a combination of nozzle size, pressure, print-head speed, and auger speed (see Figure 2). To identify the key cause-effect relationships amongst the variables, a visual assessment of print quality was made. The segments’ bead width, height, and mass were recorded once dried. Origin(Pro) 2018, Version 95E was used for generating surface plots and data analysis.
RESULTS AND DISCUSSION
A commercial modeling compound was chosen for initial printing tests, as it mimicked the RAM-generated propellant feedstock (Figure 1b), and to provide an initial printing parameter baseline (Figure 3).

Figure 3: Iterations of Initial Prints Using a Commercial Modeling Compound (Source: NSWC-IHEODTD).
After the prints with the modeling compound, worked parameters were used for initial tests using the propellant feedstock, with limited success (Figure 4a). Clogging issues caused erratic flow during printing, leading to failures (Figure 4b). These clogs could be seen as small agglomerate clumps becoming lodged in the nozzle, preventing even flow (Figure 4c). This would even cause the nozzle to unscrew itself from the auger’s feed path (Figure 4d).

Figure 4: Issues Encountered During Initial AP Feedstock Printing Tests: (a) Over and Under Extrusion, (b) Erratic Flow, (c) Clogging, and (d) Nozzle and Auger Decoupling (Source: NSWC-IHEODTD).
Initial line tests were done by printing four different line segments at a time, which was eventually changed to a zig-zag pattern to easily capture more data points (Figure 5). Qualitatively, an ideal line was considered to be straight, showed little variation in bead width, and adhered well to the substrate. Several undesirable morphological anomalies were observed, such as discontinuity in bead width due to overextrusion and underextrusion. Periodic wave-like patterns in the line segments could be due to the design of the auger, thus needing further investigation.
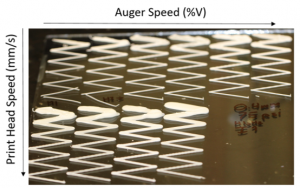

Figure 5: Print Optimization Zig-Zag Test Series (0.41-mm Nozzle, 75 psi), With a 30° Angle Between Each Line Segment (Source: NSWC-IHEODTD).
The test series was successfully completed under all conditions for the 0.41-mm nozzle but was not completed for the 0.20-mm and 0.25-mm nozzles due to clogging. It was postulated that agglomerates of AP caused the clogging observed in the smaller ID nozzles after the orifice was restricted by accumulated material. In addition, this might be due to the particle size distribution inherent to the ground AP. In the future, the presence of agglomerates will be closely monitored during feedstock preparation to ensure elimination.
Mass and bead width decreased exponentially with increasing print head speed. This identified the first ideal parameter combination, where one variable’s effect was insignificant with a change in another—the mass was relatively unchanged at higher print-head speeds. Bead width, however, was more affected by changes to auger speed.
To understand the effect of pressure on printing with an auger attachment, a mass flow rate vs. auger speed plot was generated for each pressure. As expected, the data showed a linear increase in mass flow over the range of lower auger speeds for all pressures. However, at the midpoint in the auger speed range, a dip in mass flow rate was noticed, followed by erratic flow rates at higher auger speeds. This behavior may be due to either the non-Newtonian characteristics of the fluid, a deviation of the extruder motor function from control input, material not being introduced into the nozzle rapidly enough at higher auger speeds (thereby, potentially generating voids in the print), or some combination of these factors. A linear operating range between 10 %V and 50 %V was established for near-term efforts to print propellant grain geometries. An auger speed of 40 %V and pressure of 75 psi were chosen as optimal settings moving forward.
The data showed a linear increase in mass flow over the range of lower auger speeds for all pressures.
To illustrate these discussion points, the data was represented as a surface plot using a global representation of mass or bead width related to changes to auger speed and print-head speed. The aforementioned dip in extrusion performance manifests as a trough running through the middle of the plot. Ideal quality line segment prints were observed at combinations of higher print-head speeds and lower auger speeds. This particular region could be modeled as a simplified plane equation (1), where z is either mass or bead width in grams or millimeters, z0 is a constant in grams or millimeters, and a and b are slopes in the XZ (Δmass/Δprint-head speed or Δbead width/Δprint-head speed) and YZ planes (Δmass/Δauger speed or Δbead width/Δauger speed).
![]()
The obtained slopes indicated that both mass and bead width were more sensitive to changes in print-head speed than auger speed, approximately 4x for mass and 2x for bead width.
A propellant grain geometry (approximately a cylinder the size of a 0.40-mm round) was therefore printed using parameters generated from the aforementioned ideal region. No grains could be printed to completion using the smaller nozzle sizes, exemplifying the issue with clogging (Figure 6).

Figure 6: Failed Grain Prints Using Smaller Nozzle Sizes Due to Clogging (Source: NSWC-IHEODTD).
When using the larger 0.41-mm nozzle size, the grain geometry printed to completion; however, there were several defects. The exterior was nonuniform, and each layer’s cross section exhibited gaps between shells. Seam points were markedly exaggerated. These “pimple-like” surface defects, shown in Figure 7a, were thought to be a result of overextrusion at the start-stop points between layers. A retraction time was incorporated in the next iteration to prevent material buildup at each layer change. The auger speed was slightly increased by 1–3 %V in an attempt to fill the gaps between shells due to underextrusion. These changes improved the quality of the print, as seen in Figure 7b.

Figure 7: Progressions of AP Composite Propellant Grain Geometries: (a) Initial Print and (b) Improved Print Alongside Fused Filament Fabrication Print (Inset: Top-Down View) (Source: NSWC-IHEODTD).
Additional grains were printed using these parameters. Each print had similar quality and appearance, providing confidence in the parameter down-selection methodology (Figure 8). The dimensions were measured immediately after printing and once when fully dry. There was a small reduction in height and diameter due to solvent evaporation, which can be accounted for in future prints. Also, the density of the printed grains was lower than the traditional baseline fielded article. The lack of bonding between shells could be a symptom of underextrusion, contributing to the issue of lower density.

Figure 8: Repeated Grain Prints Utilizing Optimized Parameters With Retraction Time (Source: NSWC-IHEODTD).
CONCLUSIONS
Optimal starting point parameters for producing small propellant grains via three-dimensional (3-D)-DIW were found, and a method to obtain them was demonstrated. By measuring and analyzing bead width and mass output, printing parameters could be down-selected and used to print grain geometries in free form. This methodology for acquiring printing envelopes may be used for other materials using 3-D-DIW in the future. The acquired parameters could also be used to improve the output of a conventional toolpath generation software. One such parameter shown to reduce surface defects was retraction time; however, this needs further investigation. The conclusions of this work are expected to support follow-on efforts to print grain geometries with perforations, eliminate defects, and evaluate performance.
By measuring and analyzing bead width and mass output, printing parameters could be down-selected and used to print grain geometries in free form.
Acknowledgments:
This research was sponsored by the Energetics Manufacturing Technology Center ManTech Program and Cartridge-Actuated Device/Propellent-Actuated Device Joint Program Office (PMA-201). The authors thank the Energetics Manufacturing Department at NSWC-IHEODTD for supplying raw materials and grinding the ammonium perchlorate.
References:
- The Economist. “3D Printers Start to Build Factories of the Future,” 29 June 2017. https://www.economist.com/briefing/2017/06/29/3d-printers-start-to-build…, accessed 13 March 2019.
- DeFusco, A. “Rocket Propulsion Industrial Base: A Status Report.” DSIAC Journal, vol. 4, no. 1, pp. 11–16, 2017.
- Ruz-Nuglo, F., L. Groven, and J. A. Puszynski. “Additive Manufacturing for Energetic Components and Materials.” In the 50th AIAA/ASME/SAE/ASEE Joint Propulsion Conference, Cleveland, OH, 2014.
- Feilden, E., C. Ferraro, Q. Zhang, E. García-Tuñón, E. D’Elia, F. Giuliani, L. Vandeperre, and E. Saiz. “3D Printing Bioinspired Ceramic Composites.” Scientific Reports, 23 October 2017.
- Jakus, A. E., K. D. Koube, N. R. Geisendor, and R. N. Shah. “Robust and Elastic Lunar and Martian Structures From 3D-Printed Regolith Inks.” Scientific Reports, 2017.
- M’Barki, A., L. Bocquet, and A. Stevenson. “Linking Rheology and Printability for Dense and Strong Ceramics by Direct Ink Writing.” Scientific Reports, 20 July 2017.
- Pattinson, S. W., and J. A. Hart. “Additive Manufacturing of Cellulosic Materials With Robust Mechanics and Antimicrobial Functionality.” Advanced Materials Technologies, vol. 2, no. 4, p. 1600084, 2017.